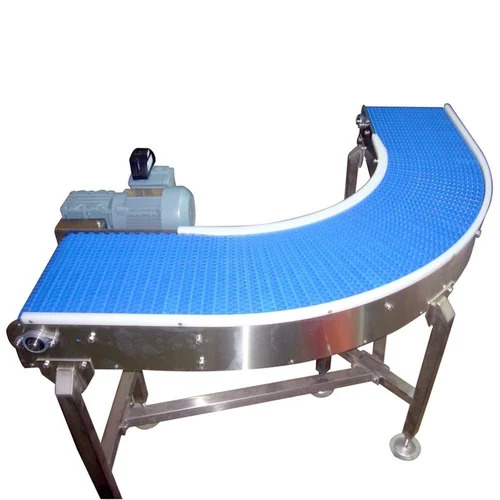
Product Description
Pick Yours from our top-ranking Modular Belt Conveyor range, designed with laureate engineering to ensure valuable performance. Personalise your order-select conveyor length (1-30m), width (300-1200mm), and more to match your needs. Count on a corrosion- and wear-resistant system, delivered with easy assembly for minimal downtime. Experience smooth, low-noise operation (<65 dB) and washing convenience. Adjustable speed, support, and side guides enhance flexibility. Order now from India's leading manufacturer, service provider, and supplier-versatile for food, packaging, pharma, bottling, and assembly industries.
Commercial Utility & Key Application Areas
Our Modular Belt Conveyor is a valuable solution for commercial sectors, including food processing, pharmaceuticals, packaging units, bottling plants, and assembly lines. Designed for demanding industrial environments, the conveyor's robust structure and modular layout ensure seamless integration. Thanks to its customisable dimensions and versatile features, the system is ideal for warehouses, production halls, and cleanroom applications. Elevate operational efficiency, streamline product movement, and adapt layouts for optimised site usability with our laureate modular conveyor systems.
FOB Port, Delivery, and Payment Convenience
Offered at a competitive market value, each Modular Belt Conveyor is shipped via leading Indian ports. Benefit from our quick dispatch practices-standard delivery time is prompt, depending on order specifics. The asking price reflects top-quality materials and expert assembly, ensuring highest ROI for customers. Payment terms are flexible and designed for your convenience, making the purchase process smooth. Our streamlined logistics, reliable service, and tailored solutions mean your project stays on schedule every time.
FAQ's of Modular Belt Conveyor:
Q: How can I personalise the Modular Belt Conveyor for my operational needs?
A: You can select the conveyor's length, width, drive type, support stand height, and side guide options to best align with your specific requirements. Additional features such as manual or automated control systems are customizable as well.
Q: What industries commonly use this Modular Belt Conveyor?
A: The conveyor is widely used in food processing, pharmaceuticals, packaging, bottling, and assembly lines due to its high load capacity, modular build, and easy maintenance.
Q: Where can the conveyor be installed and what is the site suitability?
A: It is suitable for use in a variety of industrial sites, including warehouses, production plants, cleanrooms, and assembly areas. The corrosion-resistant and wash-down design allows installation in demanding environments.
Q: What is the process for ordering and installing the conveyor?
A: Simply provide your required specifications and place your order. Our expert team ensures quick dispatch and delivery. Installation is easy and requires minimal downtime, with clear instructions provided.
Q: What are the benefits of choosing a modular belt conveyor?
A: Benefits include easy customisation, low-noise operation, flexible layouts, durable construction, high load capacity, and straightforward cleaning/maintenance, making it a valuable long-term investment for any industry.